
设备简述
-
额定压力范围:2000N(200Kg) / 5000N(500Kg) / 10000N(1000Kg)/ 20000N(2000Kg)
压力精度:±0.3%F.S
压力分辨率:0.1N(0.01kg)
最大行程:250mm / 300mm
压装速度:0.01-30mm/s
空载最大速度:200mm/s





设备简述
伺服压力机系统介绍:
精密数控伺服电子压力机简称伺服压力机或伺服压装机、伺服压机、伺服压床、电子压床、电子压力机,其工作原理是由伺服电机驱动高精度滚珠丝杆进行精密压力装配作业,能够在压力装配作用中实现压装力与压入深度的全过程闭环控制,从而实现在线质量管理的精密压装。伺服压力机主要有压力模式和位置模式。压力模式是通过软件编程运动过程控制,传输到数控应用模块,再通过伺服驱动器驱动伺服电机的运动,经过传动装置实现输出端的运动控制。压轴压出后压力传感器通过形变量反馈模拟量信号,经过放大、模数转换,变成数字量信号输出到控制系统/PLC,实现压力监控;通过伺服电机解析编码器反馈位置信号,实现位置监控。位置模式是由伺服电机驱动高精度滚珠丝杆,通过控制电机转动角度实现对压头的精准位置控制。压头前端安装高灵敏压力传感器,采集实时压力,实现压力闭环控制。通过高速采集压装过程中的位置压力数据,实现精密压装的在线质量判断和数据信息化管理。
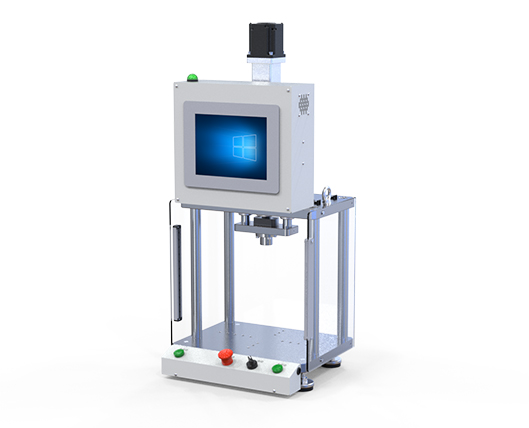
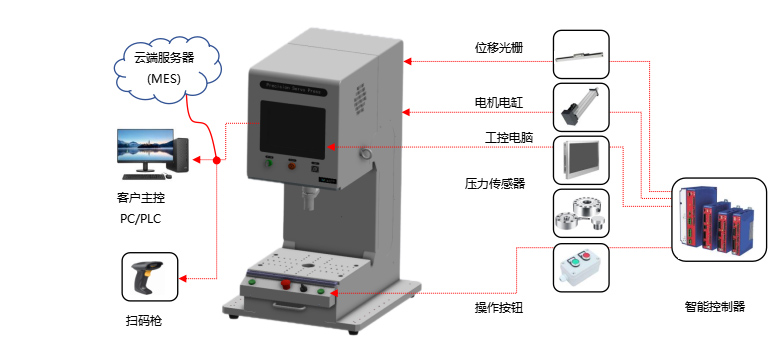
伺服压力机组成:
伺服压力机主要由伺服电机;电动缸;主体机架;工控电脑;压力传感器;位移光栅尺(可选配);安全防护罩(可选配);安全光栅(可选配)智能控制器;扫码枪(可选配);声光报警器(可选配);操作按钮等组成。
基于工控机版本的伺服压力机选型
基于工控机版本的伺服压力机俗称经济型压力机是用来替代传统液压机与气压机的设备。伺服压力机控制系统基于智能驱动器GSHD 开发,使用 PC 平台开发人机交互部分,除进行参数设置、状态监测等基本人机交互功能外,特别设计了位置-压力曲线观察压力控制过程和进行历史数据分析,可很好的满足精密生产需求。其压力精度和位移精度远远高于传统的液压机与气压机。主打其性价比。
| 名称 | 桌面型基础版伺服压力机 | 桌面型基础版伺服压力机 |
| 型号 | GTE-PM-P02-S150-T4B | GTE-PM-P05-S150-T4B |
| 推力(T) | 0.25 | 0.5 |
| 行程(mm) | 150 | 150 |
| 位置精度(mm) | ±0.02(重复定位精度) | ±0.01(重复定位精度) |
| 压力精度 | 2%FS | 1%FS |
| 快进速度(mm/s) | 250 | 125 |
| 压装速度(mm/s) | 30 | 30 |
| 保压时间(s) | 60 | 60 |
| 工作台(mm) | 330*200 | 330*200 |
| 喉深/进深(mm) | 221 | 221 |
| 设备外形(mm) | 422*357*948 | 422*357*861 |
| 供电形式 | 单相 AC220V | 单相 AC220V |
伺服压力机控制系统特点:
压装工艺过程通常由快进、探测、压装、保压、回程五个动作构成。
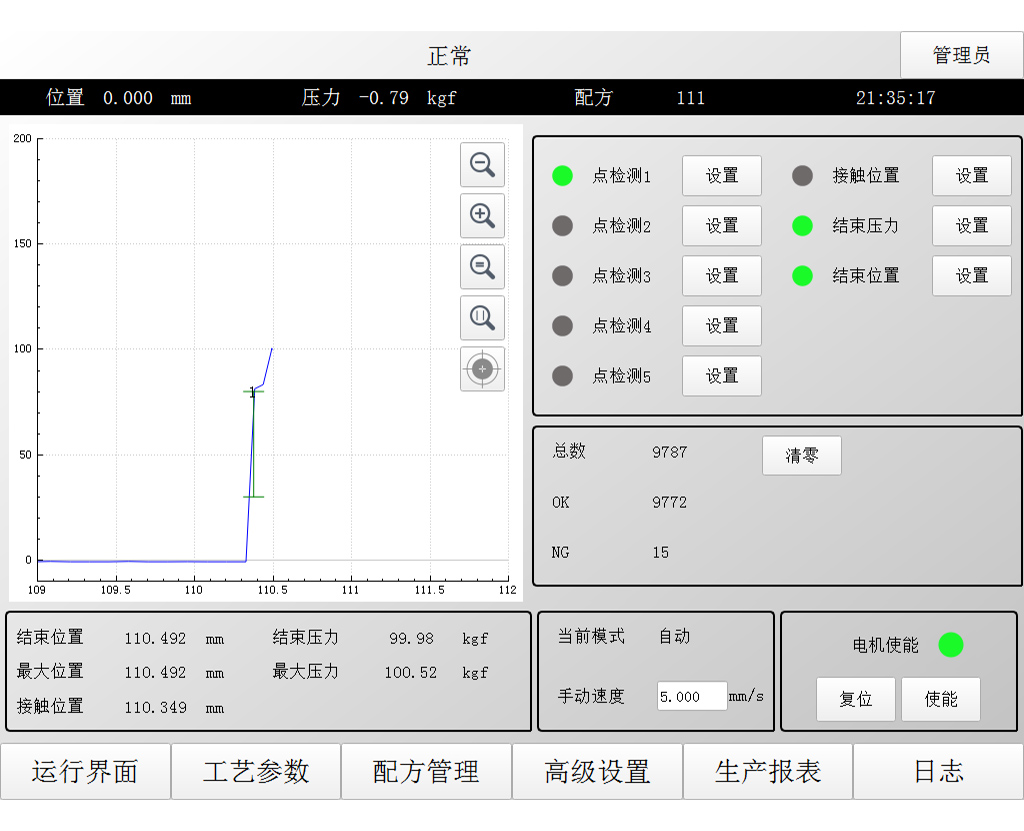
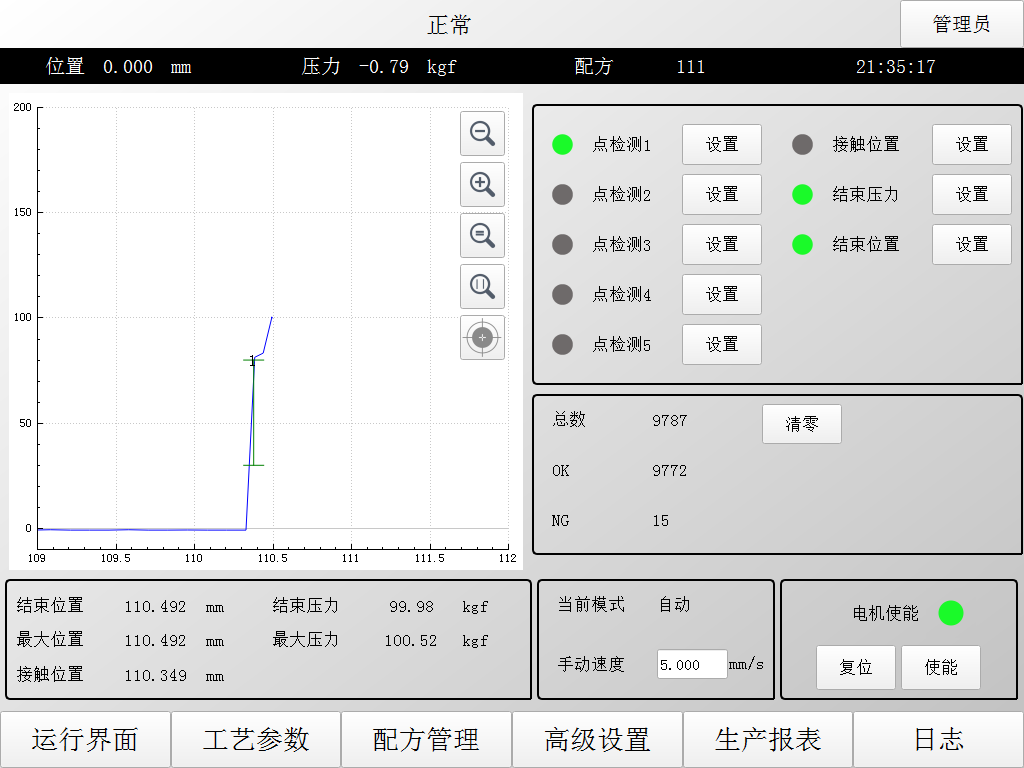
伺服压力机软件界面:
运行界面
配方管理界面

生产报表界面

高级界面



华东区联系人:王工 138 1655 1215
华南区联系人:韩工 180 0270 1131
华南区联系人:王工 158 7695 0026
联系人:陈工
联系方式:0769-2224 4116
联系地址:广东省 东莞市松山湖管理区正润数字港产业园T1栋1201-1206
华东区技术服务点:上海市徐汇区田州路159号莲花大厦1510室
 多工位电机寿命测试设备
多工位电机寿命测试设备
 HD/AHD/BHD磁滞测功机
HD/AHD/BHD磁滞测功机
 机器人关节电机测试设备
机器人关节电机测试设备
 WD系列涡电流测功机
WD系列涡电流测功机
 步进电机牵入牵出测试系统
步进电机牵入牵出测试系统